English
English Deutsch
Deutsch Español
Español Français
Français Italiano
Italiano 日本語
日本語 Русский
Русский 中文
中文
- Author
- 18 May 2026
Introduction to 3D Printing Surface Finishing Technologies
From Rough Prints to Injection-Molded Surface Quality
3D printing is no longer just for prototyping. While widely accepted for early-stage product validation, many engineers remain skeptical about using it for batch production due to raw surface defects—such as visible layer lines and rough textures.
However, with proper post-processing, 3D-printed parts can achieve production-grade surface quality. This article introduces mainstream surface finishing technologies that transform raw prints into high-quality, end-use products.
Surface finishing generally falls into two categories: Mechanical Finishing and Chemical Smoothing.
1. MECHANICAL FINISHING
Mechanical finishing relies on physical force to abrade, smooth, or polish the surfaces of printed parts.
Hand Sanding

Using SLA parts as an example, operators typically use 400- to 1000-grit sandpaper to gradually smooth the surface, preparing it for painting or electroplating.
- Advantages: High flexibility for detailed areas; ideal for complex geometries and low-volume, high-value parts.
- Limitations: Labor-intensive and time-consuming; generates harmful dust; quality heavily depends on operator skill.
Sandblasting

Sandblasting uses compressed air to propel abrasive media (e.g., silica sand, glass beads) onto the part, removing layer lines and burrs to create a uniform matte texture. It works well for SLA and FDM (PLA/ABS), but has limited impact on nylon.
- Advantages: Fast (minutes per batch); delivers highly uniform surfaces; easily reaches recessed areas.
- Limitations: High pressure can damage fine details; requires experienced control and dedicated dust extraction.
Media Tumbling

A batch finishing process where parts and abrasive media rotate or vibrate together inside a chamber. The friction smooths the surface over time, making it ideal for high-strength plastics (ABS, Nylon) and SLM metal parts.
- Advantages: Highly cost-effective for batch processing dozens or hundreds of parts; delivers consistent results; adaptable from rough deburring to fine polishing.
- Limitations: Risk of deformation for thin-walled parts; requires experience in media selection; cannot effectively process deep blind holes or internal cavities.
2. CHEMICAL SMOOTHING
Chemical smoothing uses organic solvents to briefly dissolve the outer surface, allowing the material to reflow and solidify into a smooth finish.
Acetone Vapor Smoothing
Commonly used for FDM materials like ABS, HIPS, ASA, and PC. Acetone vapor or liquid quickly dissolves surface irregularities. As the solvent evaporates, the plastic re-solidifies into a glossy finish close to injection-molded quality.
- Advantages: Simple, cost-effective, and fast (seconds to minutes); excellent for complex geometries and batch processing.
- Limitations: Acetone is highly flammable and toxic; requires strict ventilation; overexposure can blur fine details.
Dichloromethane (DCM) Smoothing
Similar to acetone smoothing but specifically used for materials like PLA, PC, and PMMA. Research shows DCM vapor smoothing can reduce PLA surface roughness from 11.42µm to 0.67µm.
- Advantages: Exceptionally effective at removing PLA layer lines; achieves mirror-like surfaces for display models.
- Limitations: Highly toxic with strict regulatory controls; extremely narrow processing window (1–5 seconds of immersion); easily damages thin walls.
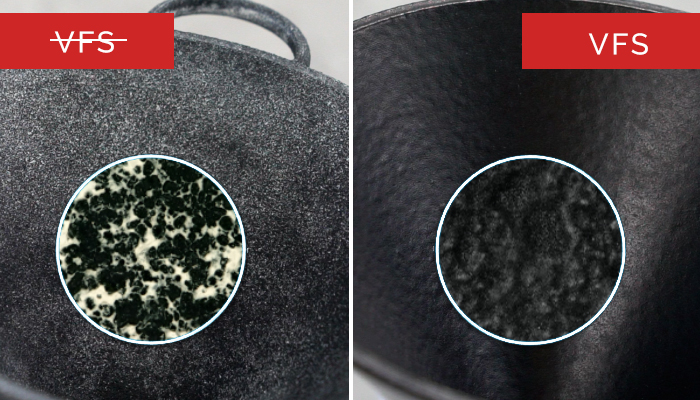
VaporFuse Smoothing
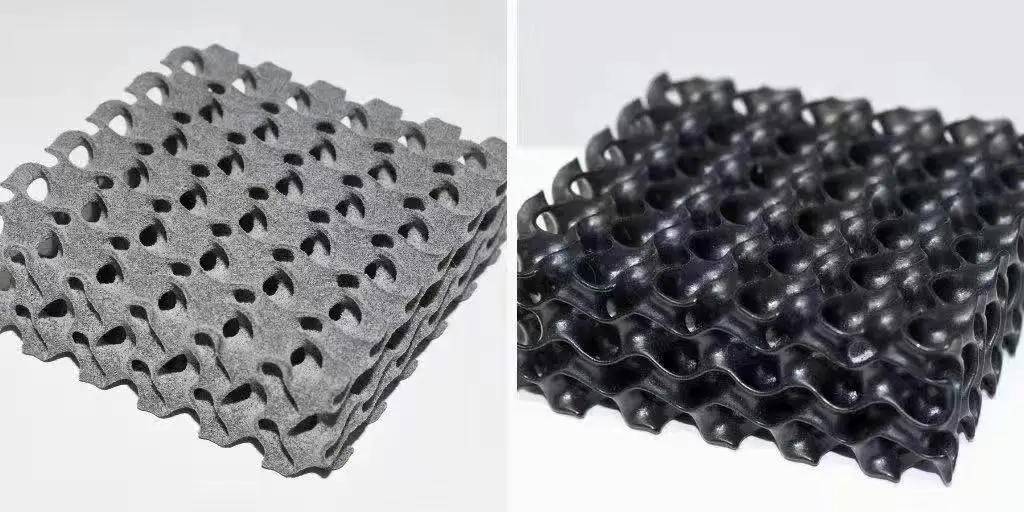
An industrial-grade chemical vapor finishing technology developed by Dye Mansion for SLS/MJF nylon and TPU. Parts are placed in a sealed chamber where a proprietary solvent (VF47 Eco Fluid) is vaporized. The vapor condenses on the part, dissolving a 1–2 micron layer. The polymer then reflows and solidifies into a smooth, sealed surface, transforming the typical "chalky" SLS texture into an injection-molded quality finish.
- Advantages: Delivers glossy, fully sealed, hydrophobic, and scratch-resistant surfaces; uniformly treats complex internal channels; FDA-compliant solvent for food contact; fully automated and eco-friendly.
- Limitations: High equipment investment; longer cycle times (30–60 mins); limited to validated polymers (PA11, PA12, TPU, PP); can cause layer separation in FDM parts.
CONCLUSION
Surface quality was once the primary obstacle preventing 3D printing from entering mass production. Today, advanced post-processing technologies are shattering that barrier.
While mechanical methods offer precise control for low-volume components, chemical smoothing provides rapid, uniform finishes for complex geometries. Advanced solutions like VaporFuse Smoothing further bridge the gap, delivering sealed, production-grade surfaces ready for consumer goods, medical devices, and food-contact applications.
By choosing the right post-processing technology, 3D printing can comfortably match the surface quality of injection molding—moving the industry firmly from "prototyping" to "direct manufacturing."
READY TO ELEVATE YOUR 3D PRINTED PARTS?
Whether you need high-precision prototypes or production-grade surface finishing for batch components, our team is here to help.
[Get an Instant Quote] or [Contact Our Engineering Team] today to find the perfect post-processing solution for your project.