English
English Deutsch
Deutsch Español
Español Français
Français Italiano
Italiano 日本語
日本語 Русский
Русский 中文
中文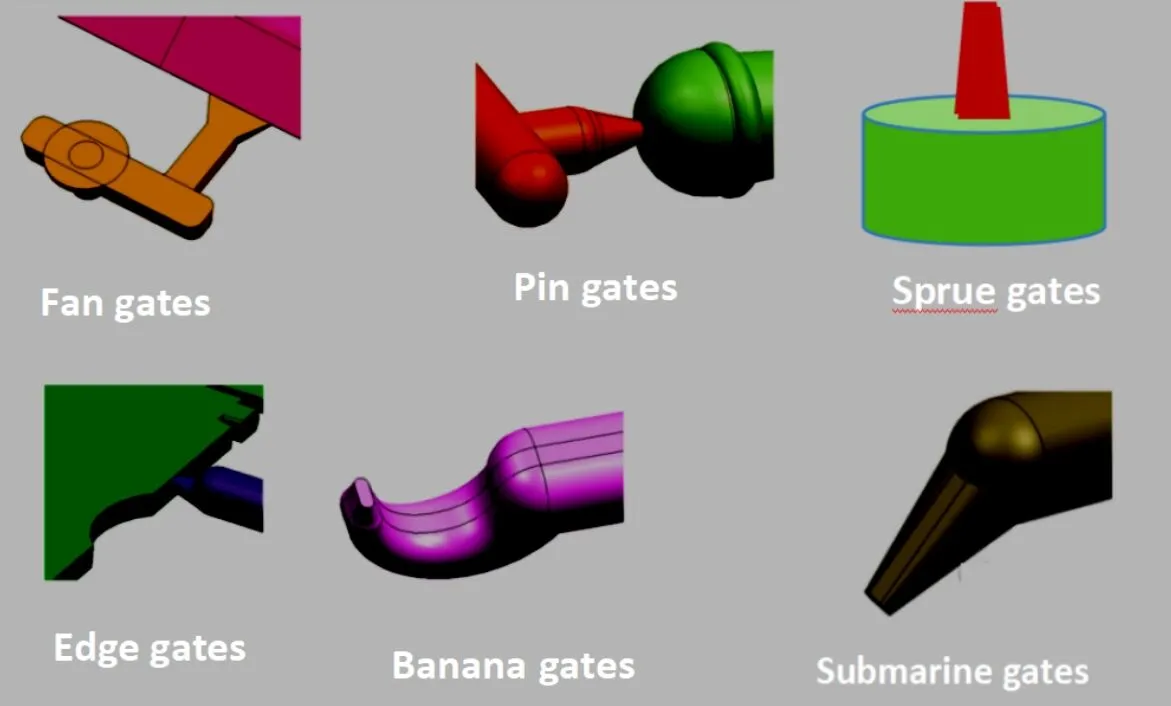
- Author
- 19 September 2025
A Comprehensive Guide to Injection Molding Gates
A technical analysis of gate types, design optimization, and troubleshooting for high-precision injection molding success.
Introduction:
Injection molding is a widely used manufacturing process for producing plastic parts with high precision and efficiency. A critical aspect of success is gate design and placement. The gate acts as the entrance where molten plastic enters the mold cavity. Understanding different gate types and their impact on the final product is essential for achieving optimal results. This guide explores the fundamentals of injection molded gates to help you make informed decisions for your projects.
1. WHAT IS AN INJECTION MOLDING GATE?
The Injection Molding Gate is the smallest and shortest section of the gating system. It serves as the entry point where molten plastic is introduced into the mold cavity under high pressure. The gate ensures the plastic material flows correctly to fill the cavity and form the desired shape.
2. THE PRIMARY PURPOSE OF THE GATING SYSTEM
The gate directly affects the quality and performance of the final product. Its primary functions include:
- Flow Control: Ensuring correct filling of mold cavities.
- Defect Minimization: Reducing occurrences of gaps, sink marks, or short shots.
- Controlled Solidification: Gates are typically smaller than the part's cross-section to facilitate controlled filling and prevent material backflow.
Note: After solidification, the gate leaves a small residual mark, known as a gate mark, which may require post-processing.
3. COMMON TYPES OF INJECTION MOLDING GATES
The selection of a gate depends on part geometry, material properties, production volumes, and aesthetic requirements.
Sprue Gates
Commonly used for larger parts, these consist of a conical opening in the thickest section of the mold. They offer excellent flow control but leave visible marks and have limited placement options.
Edge Gates
Located at the edge of the part, edge gates provide controlled filling and minimize visible marks on the primary surface, offering significant design flexibility.
Submarine (Tunnel) Gates
These are hidden gates located beneath the parting line. They offer excellent aesthetics and automatic degating, making them ideal for complex geometries where surface finish is critical.
Pinpoint Gates
Small, precise openings typically used in three-plate mold designs. They offer reduced gate vestige and improved surface finish but require careful design to avoid clogging due to their tiny diameter.
Fan Gates
Featuring a fan-shaped opening, these distribute plastic flow evenly across a wide area. They are often used to balance filling and improve aesthetics in flat or large-area parts.
4. KEY FACTORS IN GATE SELECTION
When choosing a gate, consider the following technical parameters:
- Part Geometry: Consider size, thickness, and intricate features.
- Quality & Appearance: If marks must be hidden, prioritize edge or submarine gates.
- Flow Control: Gate size must balance flow, pressure, and cooling rates.
- Material Properties: Viscosity and melt temperature dictate whether a larger or smaller gate is required.
- Production Volume: High-volume projects benefit from gates that allow rapid cooling and automated removal.
5. DESIGN BEST PRACTICES AND FLOW ANALYSIS
- Gate-to-Part Relationship: Location and size affect material behavior and post-processing efficiency.
- Weld Lines: Strategic gate placement can move weld lines (where flow fronts meet) to non-critical or hidden areas.
- Venting: Proper venting must be incorporated to allow air and gases to escape, preventing burn marks or air entrapment.
6. TROUBLESHOOTING COMMON GATE-RELATED DEFECTS
- Gate Blush: Hazy discoloration caused by localized overheating. Solution: Adjust melt temperature or injection speed.
- Gate Vestige: A visible scar left after gate removal. Solution: Optimize gate location or use cleaner trimming tools.
- Gate Drool: Molten plastic leaking at the nozzle. Solution: Use shut-off nozzles or optimize back pressure.
7. TO MAINTAIN CONSISTENT GATE PERFORMANCE AND PREVENT BLOCKAGES IN INJECTION MOLDING
- Regularly inspect the gate area for buildup or damage.
- Clean the gate after each production run to remove residue.
- Remove blockages using appropriate tools and techniques.
- Flush the gate system periodically to remove contaminants.
- Check and clean gate components for wear or damage.
- Optimize processing parameters to minimize material buildup.
- Ensure proper alignment of gate components.
Follow manufacturer guidelines for maintenance and cleaning.
CONCLUSION
Injection molding gates are crucial to the success of plastic part production. By understanding the types, design considerations, and troubleshooting techniques, you can optimize your manufacturing process for high-quality outcomes.
Looking for expert molding services? At IN3DTEC, we specialize in precision mold design and production. Contact our team at info@in3dtec.com for a technical review of your next project.